Introduction
Injection mold acceptance is not simply a matter of “glancing at it and testing it once,” but rather a comprehensive check of its appearance, structure, precision, performance, and mass production stability. Only by strictly adhering to the standardized acceptance checklist can substandard molds be eliminated, ensuring mass production efficiency and product quality.
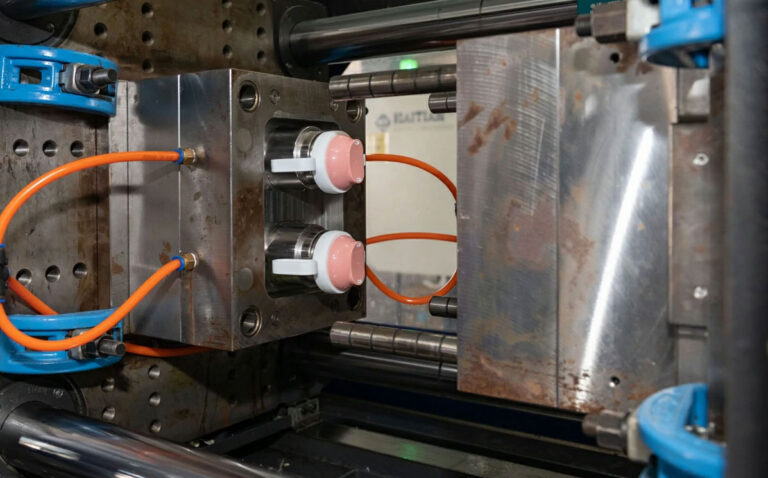
Basic appearance and structural acceptance
Visual inspection is the first hurdle, focusing on verifying the integrity of the mold, the processing technology, and the standardization of the markings, and eliminating problematic molds that are made with inferior materials or reassembled.
Mold surface quality
The forming parts such as cavities, cores, sliders, and angled ejectors are free from scratches, dents, rust, air holes, and shrinkage marks. The polished surfaces meet the required smoothness standards and are free from tool marks and pitting. The non-forming surfaces are uniformly derusted and painted with consistent color, without drips or peeling.
Integrity of components
The ejector pin, ejector sleeve, guide post, guide sleeve, spring, screw, positioning pin and other accessories are complete, and the specifications and models are consistent with the drawings. There are no loose, missing or deformed parts. The hot runner system, cooling water circuit and exhaust channel are reasonably laid out, and there are no blockages or leaks.
Smoothness of mold opening and closing
Manual mold closing and opening are smooth without jamming or abnormal noise; the guide pillars and bushings fit smoothly; the sliders and angled ejectors accurately reset without jamming or offset; and the mold opening and closing gaps are uniform.
Dimensional accuracy acceptance
Dimensional accuracy is the core of mold qualification and directly determines whether injection molded products meet the standards. It is necessary to check each item against the product’s 3D drawings and 2D engineering drawings, with a focus on controlling key dimensions and mating dimensions.
Use tools such as calipers, height gauges, projectors, and coordinate measuring machines to inspect the mold cavity dimensions, product forming dimensions, positioning dimensions, and core pulling stroke.
Complex structures such as threads, snaps, deep cavities, and irregular curved surfaces require actual fit testing to ensure reasonable clearances and no interference.
The mold’s parallelism, perpendicularity, coaxiality, and other geometric tolerances meet the design requirements of the drawings, and there is no twisting or deformation.
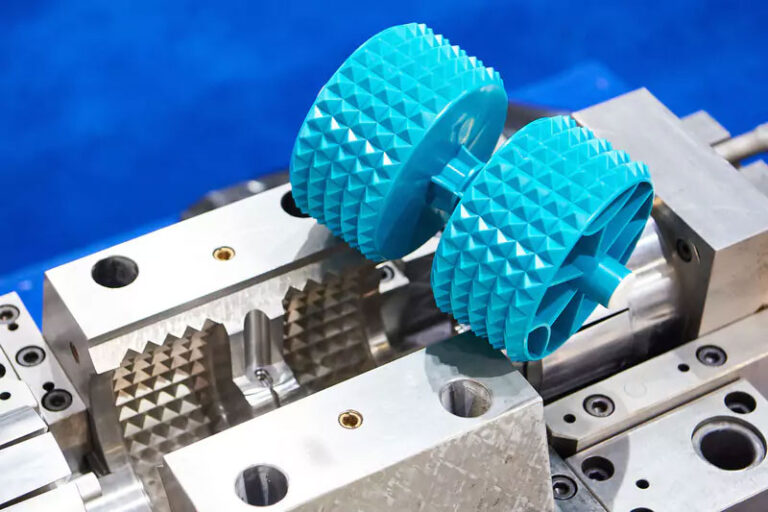
Trial mold acceptance
Trial molding is a crucial step in acceptance testing. Typically, 2-3 trial productions are conducted, with continuous sampling and testing to verify the product’s appearance, dimensions, demolding, and molding stability. This is the core basis for determining whether the mold can be mass-produced.
Product appearance inspection
Free from defects such as burrs, burrs, missing glue, bulging edges, shrinkage marks, bubbles, silver streaks, weld lines, color differences, and deformation.
The surface gloss and texture of the product are consistent with the design, with no scratches, whitening, or sticking marks.
Burrs and rough edges are easy to remove and do not affect product assembly and use.
Demolding and ejection acceptance
The product demolds smoothly without sticking, whitening, cracking, or deformation. Ejector pin marks do not affect the appearance or strength.
The ejection system resets precisely without lag or jamming, allowing for simultaneous demolding of multi-cavity products with no instances of sticking to the mold.
Acceptance of water supply and temperature control
The cooling water circuit and oil temperature pipeline are unobstructed, with no leaks or seepage, and the water pressure/oil pressure test meets the standards.
The mold heats up and cools down evenly, with stable temperature control, and there are no product defects caused by localized overheating or uneven cooling.
Exhausting and molding acceptance
The exhaust channel is positioned appropriately, with no trapped air, burning, or lack of adhesive.
The injection pressure, speed, and holding pressure parameters are well-matched, the molding cycle is stable, and there are no abnormal shutdowns.
Mass production stability and lifespan acceptance
High-quality molds not only need to pass a single trial molding, but also need to ensure the stability of mass production and avoid frequent mold repairs and replacements.
Continuous production testing
Small-batch continuous production of 500-1000 molds, with product dimensions and appearance consistent and no batch defects.
Mold life commitment
Compare the mold life with the quotation and check the steel material and heat treatment process. The life of ordinary molds is ≥100,000 molds, precision molds are ≥300,000 molds, and mirror molds are ≥500,000 molds.
Wear resistance and fatigue resistance
Long-term production has resulted in no issues such as cavity wear, guide post loosening, slider misalignment, or spring failure, leading to an extremely low repair rate.
Final Thought From Gaofeng
In short, good molds are “tested out,” not “looked at.” Strictly adhering to the above acceptance standards can not only avoid the risks of inferior molds but also make mass production easier, more cost-effective, and more efficient.