Intro
Anyone working in plastic mold design or related industries has undoubtedly heard the terms “two-plate mold” and “three-plate mold.” These are the two most fundamental categories of injection molds, yet they’re also the most confusing for beginners.
Today, we’ll explain the core differences between these two mold types, focusing on their structure, characteristics, and application scenarios, using simple language to help you quickly build a foundation for understanding.
The Two-plate Mold
Simple structure, “the king of cost performance” in terms of production efficiency
What is the two-plate mold?
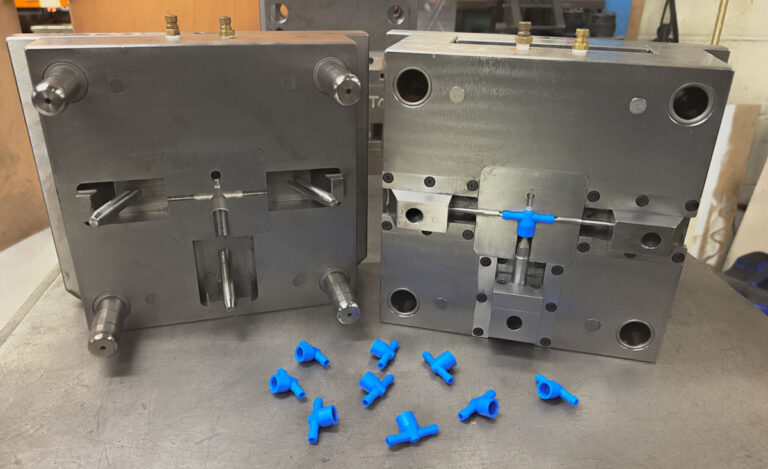
The two-plate mold, commonly known in the industry as the “large sprue mold,” is the most traditional structure for injection molds. Its core feature is that it consists of only two main parts: the fixed mold (rear mold) and the movable mold (front mold). These two parts are guided together by guide pins and sleeves during mold closing and separate directly during mold opening.
Simply put, the two-plate mold structure resembles a “drawer”: the fixed mold, affixed to the fixed platen of the injection molding machine, contains the cavity (the space where the product is formed); the movable mold, affixed to the movable platen, contains the core (the raised portion that determines the product’s shape) and the ejector system (for demolding).
The runner (the passage for plastic from the injection molding machine nozzle to the cavity) and gate (the small hole at the end of the runner that enters the cavity) are typically created directly on the fixed or movable mold, forming an integral part of the product.
Features of two-plate mold
simple, efficient and low-cost
The structure is extremely simple: it only requires two parts: the fixed mold and the movable mold, without an additional intermediate plate. It is easy to process and has a short assembly and debugging cycle (suitable for small-batch trial production).
Low cost: Fewer parts (no sprue plates, tie rods, and other complex mechanisms), material and processing costs are 30%-50% lower than three-plate molds (suitable for projects with limited budgets).
High production efficiency: the mold opening times are only one (the fixed mold and the movable mold can be directly separated to eject the product), and the injection cycle is short (suitable for mass production).
Wide range of applications: Especially suitable for products with large size, deep cavity and low surface requirements (such as toy shells, home appliance bases, and ordinary plastic parts).
However, two-plate molds also have obvious shortcomings: the gate marks are obvious (especially the direct gate will leave “mushroom head” residues), and the runner agglomerate (plastic cooled in the runner) cannot be separated automatically, requiring manual cleaning or secondary processing (increasing post-processing costs).
The three-plate mold
What is a three-plate mold?
The three-plate mold, commonly known in the industry as a “fine-gate mold,” is an upgraded two-plate mold structure with the addition of a runner plate. Its core feature is its composition of a fixed mold, a runner plate, and a movable mold. These three parts are controlled by limit pins or springs to achieve a three-step mold opening process: the fixed mold and the runner plate separate first, the runner plate separates from the movable mold, and finally the movable mold and the fixed mold separate completely.
The runners of the three-plate mold are separately “hidden” in the sprue plate: during injection molding, the plastic first fills the runners of the sprue plate, and then enters the mold cavity through a tiny pin-point gate (diameter 0.5-1.5mm); when the mold is opened, the sprue plate is separated from the movable mold, and the runner condensate will automatically remain on the sprue plate due to the action of the pull rod, and will eventually be taken out together with the sprue plate, realizing the automatic separation of the runner and the product.
Features of three-plate molds
Precision, cleanliness, and high threshold
Complex structure: There is an additional gate plate and a matching pull rod and limit mechanism, the number of parts increases by more than 50%, and higher processing precision is required (for example, the alignment error between the runner and the gate needs to be controlled within 0.02mm).
Higher cost: The cost of materials (high-strength steel required), processing (precision milling/EDM), and assembly (debugging the mold opening sequence) is 50%-100% higher than that of a two-plate mold (suitable for high value-added products).
The production efficiency is medium: the mold needs to be opened three times (two more times than the two-plate mold), but the runners are automatically separated, which saves manual cleaning time (suitable for large-scale precision production).
Excellent surface quality: The gate is pinpoint-shaped (with a diameter only as thin as a hair), leaving minimal residual marks, and the product surface can be directly sprayed/electroplated (commonly seen in mobile phone housings, precision gears, and optical lenses).
Of course, three-plate molds also have limitations: they have high requirements for material fluidity (small gates are prone to clogging), and are not suitable for thick-walled or large-shrinkage plastics (such as PVC).
They are also difficult to debug (the mold opening sequence and the pull rod force must be precisely matched), and novice engineers can easily cause mold sticking or gate breakage due to improper parameters.
The Two-plate Mold vs. Three-plate Mold: core differences
In order to understand the difference between the two more intuitively, we have compiled a comparison table (with actual application scenarios):
| Comparison Dimension | Two-Plate Mold (Large Gate Mold) | Three-Plate Mold (Pin-Point Gate Mold) |
|---|---|---|
| Structure Composition | Fixed Mold + Moving Mold (2 parts) | Fixed Mold + Runner Plate + Moving Mold (3 parts) |
| Number of Mold Openings | 1 (Direct separation of Fixed and Moving molds) | 3 (Step-by-step separation: Fixed Mold → Runner Plate → Moving Mold) |
| Gate Type | Side Gate, Direct Sprue Gate (Diameter: 2-5mm) | Pin-Point Gate (Diameter: 0.5-1.5mm) |
| Runner Scrap Handling | Manual removal required (attached to the product) | Automatic separation (removed with the runner plate) |
| Product Surface Quality | Visible gate mark (post-processing needed) | Minimal gate mark (suitable for direct assembly/surface treatment) |
| Suitable Products | Large size, deep cavity, low surface requirement (Toys, Home appliances) | Small size, precision, high surface requirement (Mobile phones, Optical components) |
| Cost | Low (Simpler machining, shorter cycle) | High (Precision machining, complex setup) |
| Production Efficiency | High (Shorter injection molding cycle) | Medium (More mold openings, but eliminates post-processing) |
Summary: How to choose the two-plate mold or the three-plate mold?
Back to the original question: When should we use a two-plate formwork? When should we use a three-plate formwork? Actually, there is no absolute answer. The key lies in the balance between “product demand” and “cost”:
Choose a two-plate mold: If the product is large in size, has uniform wall thickness, and has low surface requirements (such as daily necessities and toys), or if the budget is limited and fast proofing is required, a two-plate mold is the most cost-effective choice.
Choose a three-plate mold: If the product is small in size and requires high precision (such as electronic components and optical devices), or requires a high-quality surface (such as mobile phone casings and medical equipment), a three-plate mold can significantly improve product competitiveness.
A final reminder: In actual production, mold design must also consider factors such as material properties (for example, pin-point gates are not suitable for PC with poor fluidity) and injection molding machine parameters (three-platen molds require greater clamping force). As structural engineers, we need to flexibly select molds based on specific needs to ensure both ease of use and cost-effectiveness.