Introduction
POM (also known as Saigang and Trane) is obtained by polymerizing formaldehyde and other raw materials. POM-H (polyoxymethylene homopolymer) and POM-K (polyoxymethylene copolymer) are high-density, high-crystallinity thermoplastic engineering plastics. They possess excellent physical, mechanical, and chemical properties, especially outstanding friction resistance.
POM is a crystalline plastic with a distinct melting point. Once the melting point is reached, the viscosity of the melt drops rapidly. When the temperature exceeds a certain limit or the melt is heated for too long, it will cause decomposition. Copper is a POM degradation catalyst, and copper or copper materials should be avoided in areas that come into contact with the POM melt.
1.Plastic processing
POM has low water absorption, generally 0.2%-0.5%. Under normal circumstances, POM can be processed without drying, but wet raw materials must be dried. The drying temperature is above 80°C and the time is more than 2 hours.
The specific drying process should be carried out according to the supplier’s information. The proportion of recycled materials used generally does not exceed 20-30%. However, it depends on the type of product and the final use, and sometimes it can reach 100%.

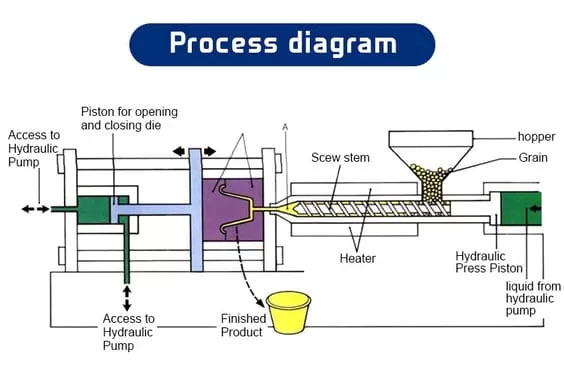
2.Selection of plastic machine
POM has no special requirements for injection molding machines except that the screw must have no stagnation area, and general injection molding is sufficient.
3.Mold and Gate Design
Typical mold temperatures are controlled at 80-90°C, runner diameters range from 3-6mm, and gate lengths are 0.5mm. Gate size depends on the wall thickness.
A circular gate’s diameter should be at least 0.5-0.6 times the part thickness. A rectangular gate’s width is typically twice or more the thickness, and its depth is 0.6 times the wall thickness. The draft angle should be between 40′ and 130′.
Exhaust system: POM-H: 0.01-0.02mm thick, 3mm wide ; POM-K: 0.04mm thick, 3mm wide.
4.Melt velocity
It can be measured with the air shot method: POM-H can be set to 215°C (190-230°C), and POM-K can be set to 205°C (190-210°C).
5.The injection speed
It is typically medium to fast. Too slow can easily produce ripples, while too fast can easily cause jetting and shear overheating.
6.Back pressure
The lower the back pressure, the better, generally not exceeding 200 bar.
7.Residence time
If the equipment does not have a melt retention point, POM-H can be retained at 215°C for 35 minutes, and POM-K can be retained at 205°C for 20 minutes without serious decomposition. At injection molding temperature, the melt should not be retained in the barrel for more than 20 minutes.
POM-K can be retained at 240°C for 7 minutes. If the machine is shut down, the barrel temperature can be lowered to 150°C. For extended downtime, the barrel must be cleaned and the heater turned off.
8.Shutdown
When cleaning the barrel during shutdown, use PE or PP, turn off the electric heat, and push the screw forward. The barrel and screw must be kept clean. Impurities and dirt can affect the overheating stability of POM (especially POM-H). Therefore, after using halogenated polymers or other acidic polymers, clean it with PE before molding POM materials, otherwise explosion may occur. Improper use of pigments, lubricants, or materials containing GF nylon can degrade the plastic.
9.Post-treatment
For parts used in very low temperatures and with high quality requirements, heat treatment is required. To check the annealing effect, the product can be immersed in a 30% hydrochloric acid solution for 30 minutes, and then visually inspected to determine whether residual stress cracks have occurred.