Introduction
If you were asked to choose the technology that can change the world the most today, what would you choose? Artificial intelligence, blockchain, AR and VR technology, or the obscure 3D printing technology? Compared with the previous popular scientific and technological technologies, 3D printing is like a meteor, which disappears before its flash. In fact, 3D printing technology is changing the world at a faster pace.
3D printers are a magical printer designed by an inventor named Enrico Dini. It can not only “print” a complete building, but can even print the shape of any object required by astronauts in a spacecraft.
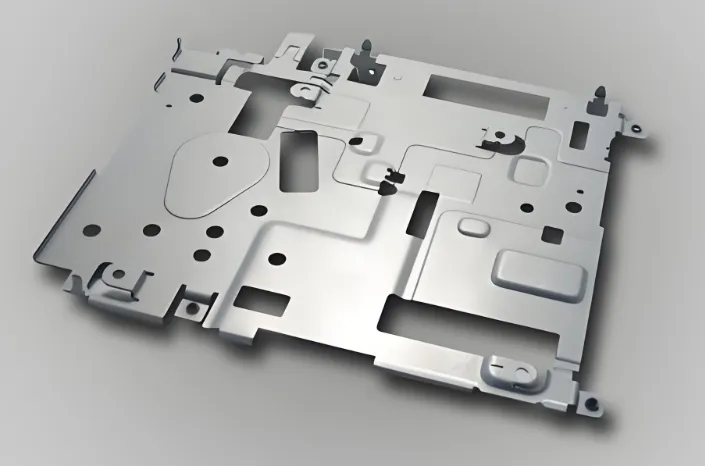
3D printer, a machine of rapid prototyping technology, is a technology that uses special wax materials, powdered metal or plastic and other bondable materials as the basis of digital model files to construct objects by printing layer by layer. It is often used in the fields of mold manufacturing, industrial design, etc. to make models or for the direct manufacture of some products, which means that this technology is becoming popular.
Technical principles of 3D printing
3D printing is not a new technology. The idea originated in the United States in the late 19th century and was developed and promoted in the 1980s. The China Internet of Things School-Enterprise Alliance calls it “the idea of the last century, the technology of the last century, and the market of this century.” 3D printing is usually achieved by using digital technology material printers. The production and sales of this type of printer have greatly increased since the 21st century, and its price is also decreasing year by year.
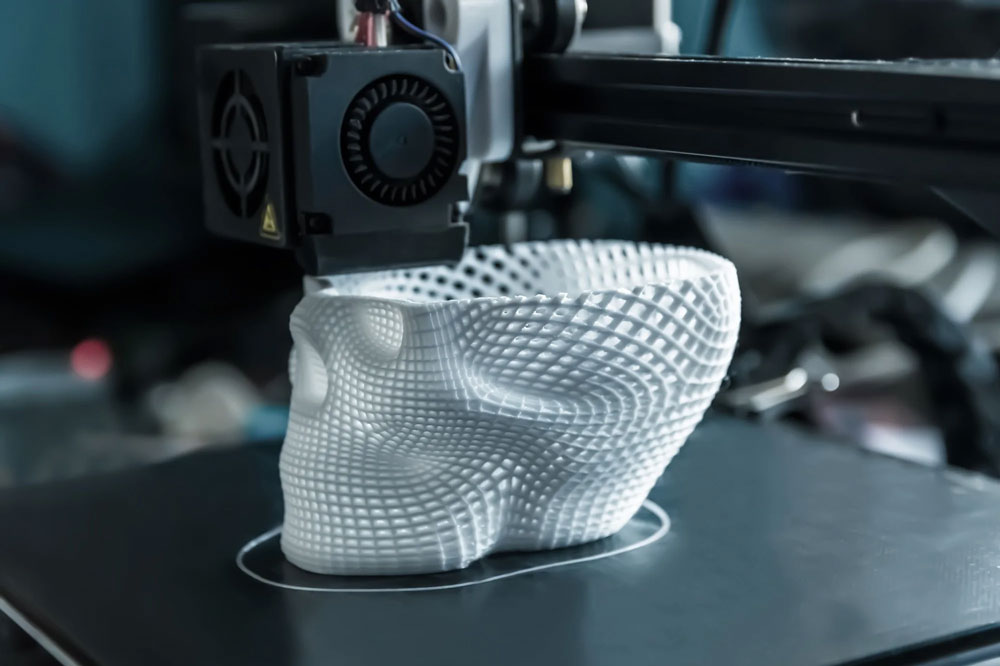
Using a printer is like printing a letter: tap the “Print” button on your computer screen, and a digital file is sent to an inkjet printer, which sprays a layer of ink onto the surface of the paper to form a two-dimensional image. In 3D printing, the software completes a series of digital slices through computer-aided design technology (CAD) and transmits the information of these slices to the 3D printer, which stacks up successive thin layers until a solid object is formed. The biggest difference between a 3D printer and a traditional printer is that the “ink” it uses is real raw material.
There are many ways to stack thin layers. Some 3D printers use an “inkjet” method. For example, an Israeli 3D printer company called Objet uses a printer nozzle to spray a very thin layer of liquid plastic onto a mold tray, which is then exposed to ultraviolet light. The mold tray then drops a very small distance for the next layer to be stacked on. Another company, Stratasys, headquartered in Minneapolis, uses a technology called “fused deposition modeling”, which melts the plastic in the nozzle and then forms thin layers by depositing plastic fibers.
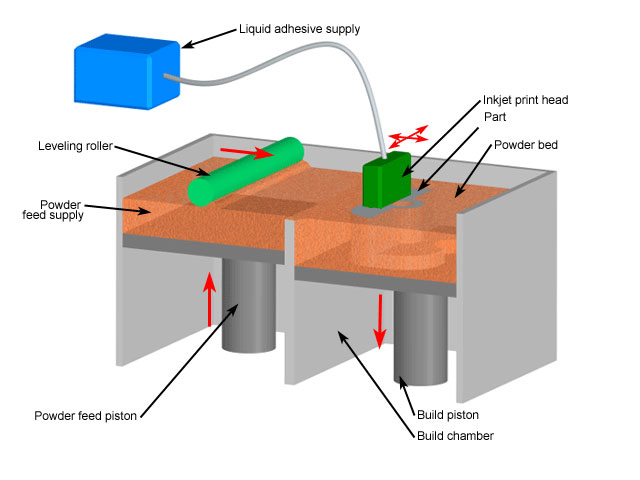
There are also systems that use powder particles as the printing medium. The powder particles are sprayed on the mold tray to form a very thin layer of powder, which is then cured by the sprayed liquid binder. It can also be melted into a specified shape using a technology called “laser sintering”. This is also the technology used by German EOS in its additive manufacturing machine. And Swiss Arcam uses a stream of electrons in a vacuum to melt powder particles.
These are just some of the many ways to create a shape. When it comes to complex structures that include holes and overhangs, gels or other substances need to be added to the medium to provide support or to occupy space. This part of the powder will not be melted, and the support can be washed away with water or air flow to form the pores. Today, there are many types of media that can be used for printing, from a variety of plastics to metals, ceramics, and rubber-like materials. Some printers can also combine different media to make the printed object hard on one end and soft on the other.
The development history of 3D printing technology
3D printing originated from photographic sculpture and landform forming technology studied in the United States more than 100 years ago. Its prototype had already appeared in the 1980s and its scientific name is “rapid prototyping”.
In the mid-1980s, SLS was developed and patented by Dr. Carl Deckard at the University of Texas at Austin, USA, on a project sponsored by DARPA. In 1979, a similar process was patented by RF Housholder, but was not commercialized.
The term “3D printing” was coined at MIT in 1995 when graduates Jim Bredt and Tim Anderson modified an inkjet printer solution to extrude a confined solvent into a powder bed, rather than extruding ink onto paper.
When it comes to 3D printing, we have to mention 3D printers. 3D printers, also known as three-dimensional printers, are a cumulative manufacturing technology that creates three-dimensional objects by printing layers of adhesive materials. At present, 3D printers are used to manufacture products. Since 2003, the sales of 3D printers have gradually expanded and prices have begun to fall.
The technology can be used in jewelry, footwear, industrial design, architecture, engineering and construction (AEC), automotive, aerospace, dental and medical industries, education, geographic information systems, civil engineering, and many other fields.
The core manufacturing concept of 3D printing technology originated in the United States in the late 19th century. By the late 1980s, 3D printing technology had matured and was widely used. 3D printing is one of the latest high-dimensional manifestations of the technology fusion model.
At present, the scope of use of 3D printers is still very limited, but one day in the future people will be able to print more practical objects through 3D printers.
What can 3D printing do?
Printing Clothing
As early as 2013, the Victoria’s Secret Fashion Show had already begun to showcase clothes made with 3D printing technology. At that time, supermodel Indsay Ellingson made a stunning appearance wearing a pair of wings, a corset and a headdress printed by a 3D printer, which still amazes people today.

Printing human prosthetics
In 2012, a Sudanese boy lost both his hands due to injuries in a confrontation between two armies. Mick Ebeling learned about this and set up a laboratory in Sudan at the time, equipped with a 3D printer to help amputees use 3D printing technology to print out the most suitable prostheses for themselves.

In 2016, a 3D printing technology company in Hunan developed a technology for printing human bones and began to apply it formally. Not long ago, the Yonsei University Health System in South Korea announced that they had developed a 3D printed artificial eye that can be officially commercialized, which is almost indistinguishable from the real thing. From this, we may never see any physically disabled people on the street again.
Print anything you want
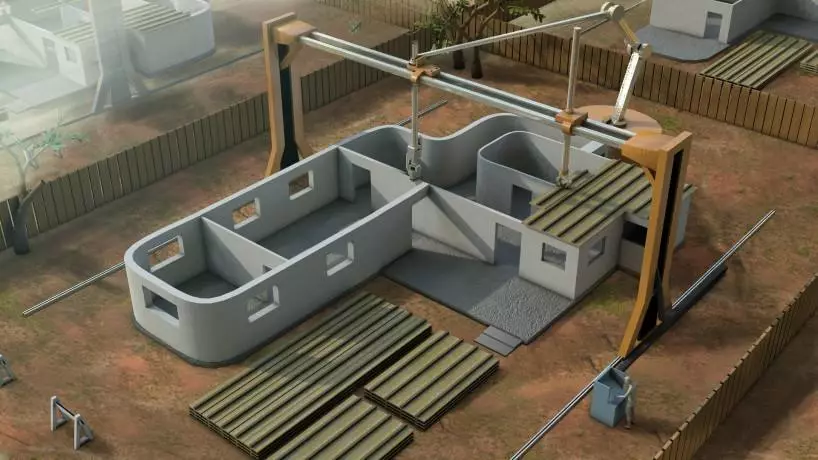
In fact, with the development of the present, almost all common items in life can be manufactured with 3D printing technology. For example, cars have long been made with 3D printing technology. At present, major engine manufacturers have even tried to use 3D printing technology to make car engines. For example, our houses, a construction company in Shanghai has already exhibited houses made with 3D printers. Although they don’t look very good, the cost is extremely low. For less than 50,000 yuan, you can have your own three-square-meter and one-living room, provided that the land is yours. In addition to houses and cars, 3D printing can also make candies, which are completely edible candies, without worrying about any problems. Even artworks, guns, etc. can be printed.
Types of 3D printing technology
SLA (Stereo lithography Appearance)
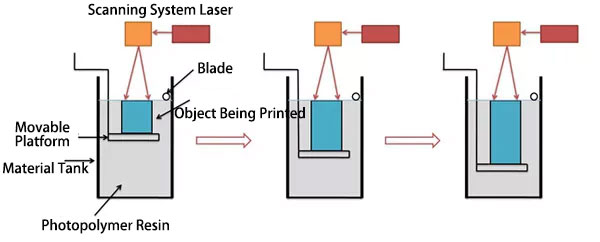
The laser with a specific wavelength and intensity is focused on the surface of the photocurable material, so that it solidifies from point to line, and from line to surface in sequence, completing the drawing work of one layer, and then the lifting platform moves vertically to the height of a layer to solidify another layer. In this way, layers are superimposed to form a three-dimensional entity.
SLA is the earliest practical rapid prototyping technology, and its raw material is liquid photosensitive resin. Its working principle is: put the liquid photosensitive resin into the processing tank. At the beginning, the height of the workbench is one cross-section layer thicker than the liquid surface. The focused laser scans the surface of the photosensitive resin according to the contour of the cross section. The scanned photosensitive resin will gradually solidify, so that a solid resin workpiece with the same cross-section contour can be produced. At this time, the workbench will drop by one cross-section layer, and the solidified resin workpiece will be submerged by the liquid photosensitive resin in the processing tank that has not been irradiated by the laser. The laser will start to scan according to the contour of the next cross-section layer, and the newly solidified resin will stick to the next layer. After such a cycle, the entire workpiece processing process is completed. Then the completed workpiece is polished, electroplated, painted or colored to obtain the required product.
Advantages of SLA:
1.Stereolithography is the earliest rapid prototyping process and is highly mature;
2.The prototype is made directly from the CAD digital model, with fast processing speed, short product production cycle, and no need for cutting tools and molds;
3.It can process prototypes and molds with complex structures or difficult to form using traditional means;
4.Make CAD digital models intuitive and reduce the cost of error repair;
5.Provide samples for experiments and verify and check the results of computer simulation calculations;
6.It can be operated online and remotely controlled, which is conducive to production automation;
Shortcomings Of SLA:
1.The SLA system is expensive to build, use and maintain;
2.The SLA system is a precision device that operates liquids and has strict requirements on the working environment;
3.Most molded parts are made of resin, which has limited strength, rigidity and heat resistance, and is not conducive to long-term storage;
4.The software system is complex to operate and difficult to get started with; the file format used is not familiar to the majority of designers;
5.Due to the shrinkage during the curing process of the resin, stress or deformation will inevitably occur;
SLS (Selective Laser Sintering)
Selective laser sintering is the process of selectively sintering solid powder in layers using lasers, and stacking the sintered solidified layers to generate parts of the desired shape. The entire process includes the establishment of CAD models and data processing, powder laying, sintering, and post-processing.
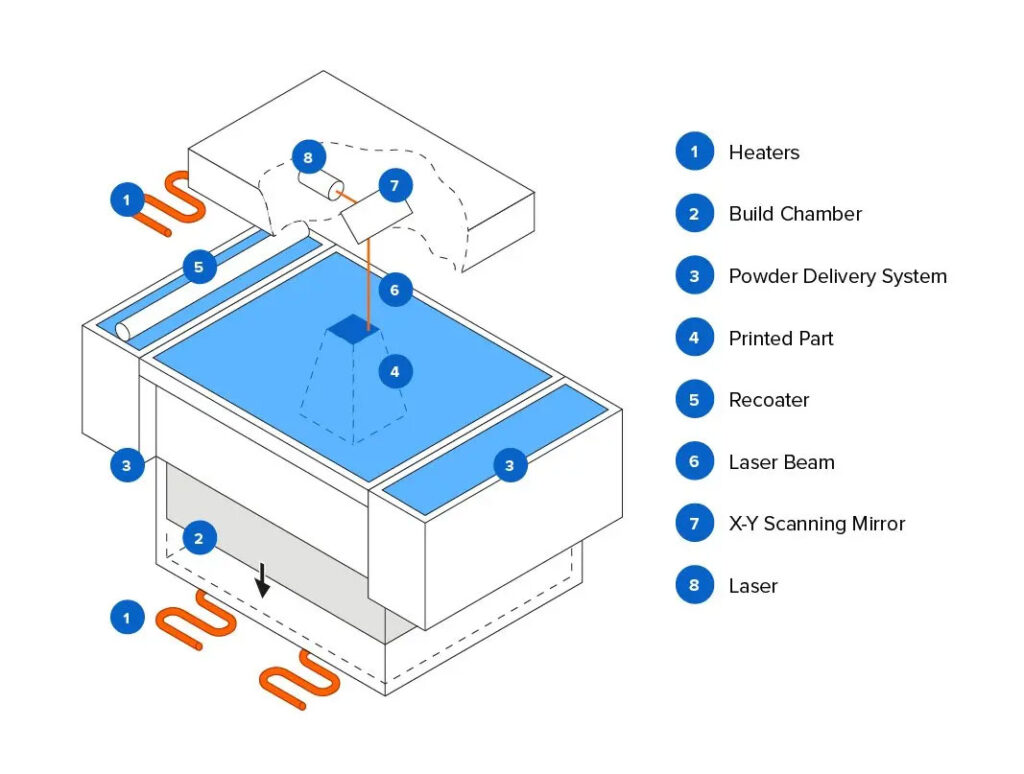
The entire process device consists of a powder cylinder and a forming cylinder. When working, the piston of the powder cylinder (powder feeding piston) rises, and the powder spreading roller evenly spreads a layer of powder on the piston of the forming cylinder (working piston). The computer controls the two-dimensional scanning trajectory of the laser beam according to the slicing model of the prototype, and selectively sintering the solid powder material to form a layer of the part. After the powder completes a layer, the working piston drops a layer thickness, and the powder spreading system spreads new powder. The laser beam is controlled to scan and sinter a new layer. This cycle repeats, layer by layer, until the three-dimensional part is formed. Finally, the unsintered powder is recycled into the powder cylinder and the molded part is taken out. For metal powder laser sintering, before sintering, the entire workbench is heated to a certain temperature, which can reduce thermal deformation during molding and facilitate the bonding between layers.
Advantages of SLS:
1.The molding materials used in SLS are very extensive. Currently, the materials that can be processed by SLS include paraffin, polymer, metal, ceramic powder and their composite powder materials. The performance of the molded parts is widely distributed and suitable for a variety of uses.
2.SLS does not require the design and manufacture of complex support systems.
Shortcomings of SLS:
The surface of the workpiece after SLS processing will be relatively rough, and the post-processing process to enhance the mechanical properties is also relatively complicated. (The roughness depends on the diameter of the powder).
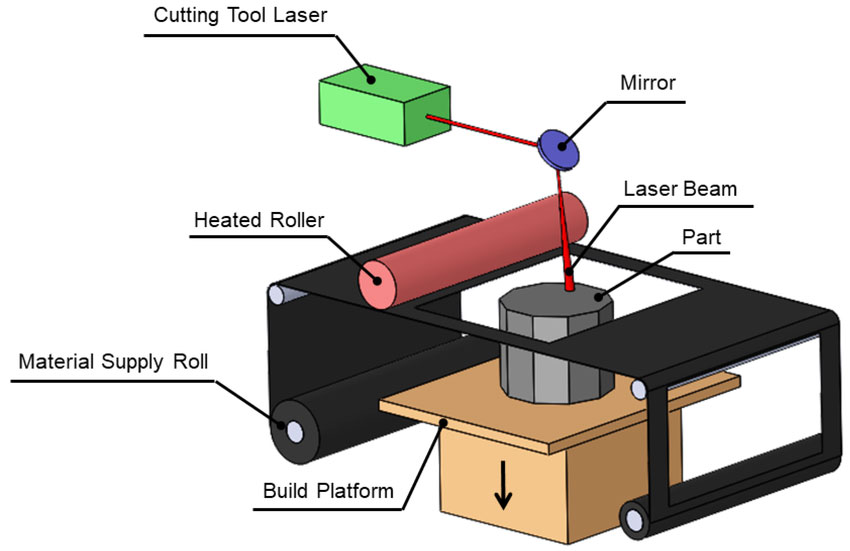
LOM (Laminated Object Manufacturing, also known as laminated object manufacturing)
It uses sheet materials (such as paper, plastic film or composite materials) as raw materials. The laser cutting system uses laser to cut the inner and outer contours of the workpiece with paper coated with hot melt adhesive on the back according to the cross-sectional contour line data extracted by the computer. After cutting a layer, the feeding mechanism superimposes a new layer of paper, uses a hot adhesive pressing device to bond the cut layers together, and then cuts them again. In this way, cutting and bonding layer by layer eventually form a three-dimensional workpiece. Common materials for LOM are paper, metal foil, plastic film, ceramic film, etc. In addition to manufacturing molds and models, this method can also directly manufacture structural parts or functional parts.
Advantage of LOM:
1.Reliable work, good model support, low cost and high efficiency. The disadvantage is that the pre- and post-processing is time-consuming and labor-intensive, and hollow structural parts cannot be manufactured.
2.Forming material: fiber paper coated with heat-sensitive adhesive;
3.Product performance: equivalent to high-grade wood;
4.Main use: Rapid manufacture of new product samples, models or wooden molds for casting.
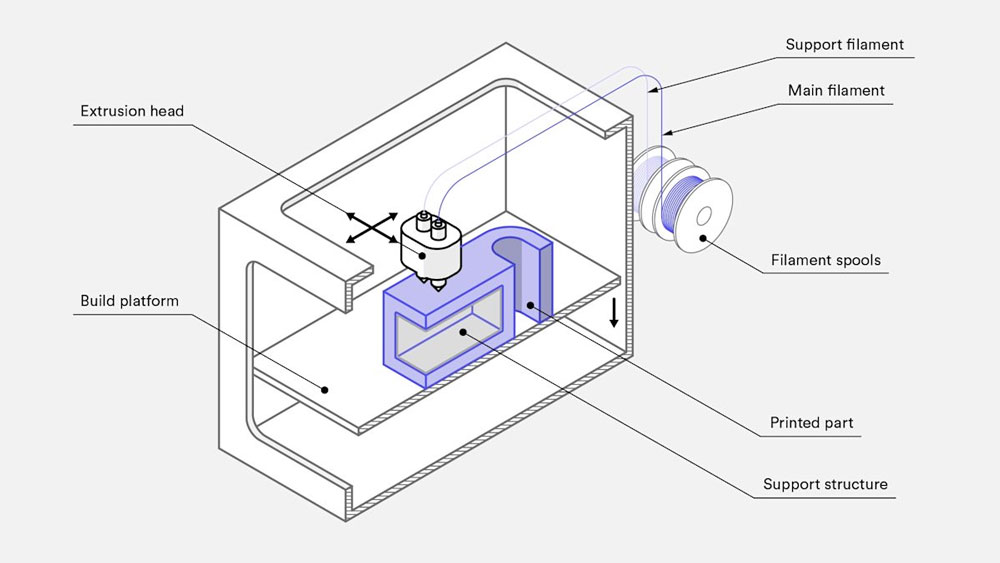
FDM (Fused Deposition Modeling)
This method uses filamentary materials (paraffin, metal, plastic, low-melting-point alloy wire) as raw materials, and uses electric heating to heat the filaments to a temperature slightly higher than the melting point (about 1°C higher than the melting point). Under the control of a computer, the nozzle moves in the xy plane to coat the molten material on the workbench. After cooling, a layer of cross-section of the workpiece is formed. After one layer is formed, the nozzle moves up one layer to coat the next layer (some literature also states that the workbench drops one cross-section layer height, and then the nozzle prints the next cross-section). This cycle is repeated, and the thermoplastic filamentary material will complete the spray printing of the required cross-sectional contour on the workbench layer by layer until it is finally completed.
The FDM process can select a variety of materials for processing, including polycarbonate, engineering plastics, and a mixture of the two.
This process does not use lasers, is simple to use and maintain, and has low costs. Prototypes made of ABS are widely used in product design, testing and evaluation due to their high strength. In recent years, higher strength forming materials such as PC, PC/ABS, and PPSF have been developed, making it possible to directly manufacture functional parts through this process. Due to some significant advantages of this process, the process has developed extremely rapidly, and currently FDM systems have the largest share of installed rapid prototyping systems in the world.
Advantages of FDM:
1.This technology has little pollution, the material can be recycled, and it is used for the forming of medium and small workpieces;
2.Forming material: solid filamentary engineering plastics;
3.The processing of bottle-shaped or other hollow workpieces can be achieved by using a water-soluble support material to separate it from the workpiece;
4.Parts performance: equivalent to engineering plastics or wax models;
5.Main uses: plastic parts, wax molds for casting, samples or models.
Shortcomings of FDM:
1. The processing accuracy is lower than that of SLA process;
2.The surface of the workpiece is relatively rough;
3.The processing time is longer;
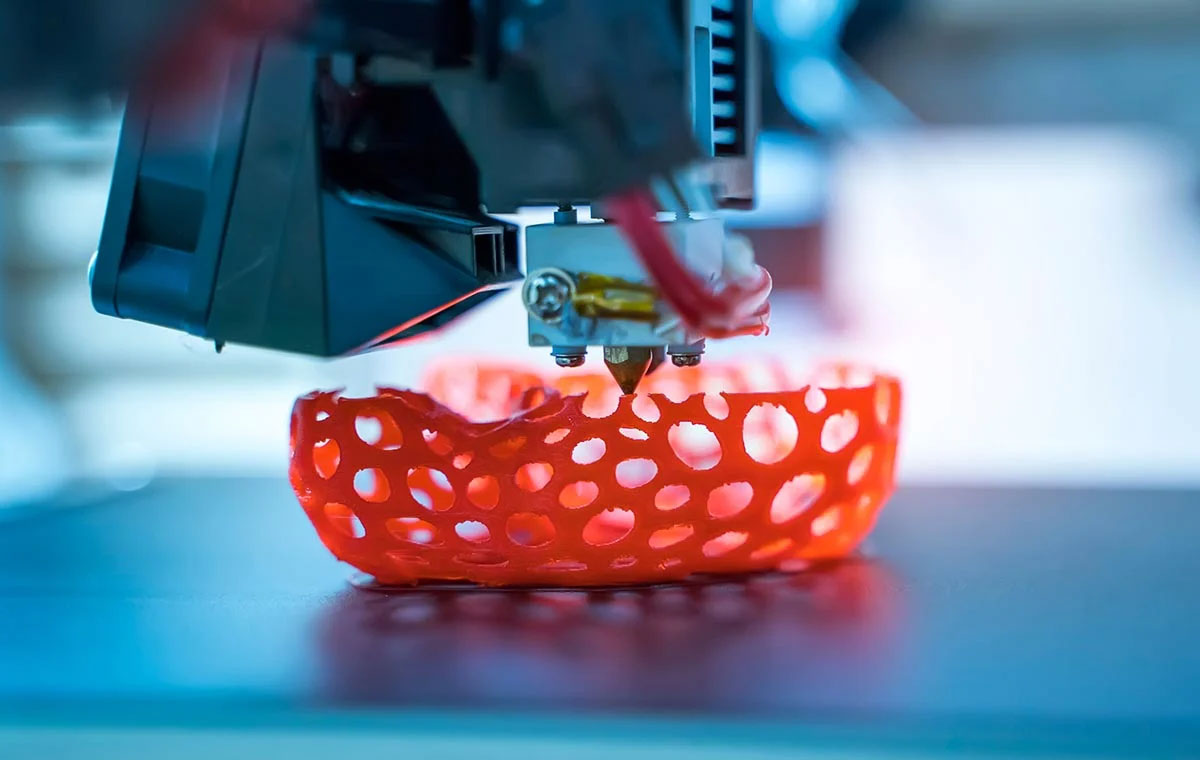
3DP Technology
3DP stands for 3D printing. 3D printers that use 3DP technology use standard inkjet printing technology. By laying a liquid linker on a thin layer of powder, it creates each component layer by layer by printing cross-sectional data to create a three-dimensional solid model. The sample model printed using this technology has the same color as the actual product, and the color analysis results can also be directly drawn on the model. The model sample conveys more information, and it is currently the most mature color 3D printing technology.
Problems and solutions of existing 3D printing technology
Material restrictions
The current mainstream 3D printing technology can achieve the printing of polymer plastics, certain metals or ceramics, but there are still many materials that cannot be printed. The limitations of materials are mainly manifested in two aspects. On the one hand, the current 3D printing technology can only print a limited number of materials and cannot fully adapt to the printing of various materials required in industrial production. This makes 3D printing technology only applicable to some specific occasions, and there are still great obstacles to popularization and promotion. On the other hand, for a specific 3D printer, the types of printable materials are even more specific. This requires the design of a dedicated 3D printer for each or each type of material, and the versatility is not as good as traditional machining. Although some progress has been made in multi-material printing, unless these advances are mature and effective, materials will still be a major obstacle to 3D printing.
Solution:
For the above two problems, we can seek solutions with the following ideas. First, research and develop new materials, which is also the direction of the country’s current vigorous development. By developing new materials with good printing performance and material performance that can meet the requirements of traditional materials, the versatility of 3D printing technology can be improved. Second, improve the versatility of the 3D printer itself. From the perspective of modular design, the main structure can be kept consistent. For different types or types of materials, only some parts such as the nozzle can be changed, and the disassembly and assembly performance of the parts should be good, which is convenient for replacement.
Low printing efficiency
The low efficiency can be analyzed from two perspectives. First, compared with traditional machining, machining is formed by subtracting materials on the basis of blanks. Usually, the difference between the blank and the part is less, that is, less material needs to be removed, and the processing is faster; while 3D printing technology must stack all the materials required for the part entity by additive means, and the material volume is large. Therefore, compared with the volume of materials removed or stacked, the volume of additive materials is usually larger than the volume of subtractive materials. Second, from the perspective of molding movement, the main movement of traditional machining is mostly rotational movement, while 3D printing technology is linear movement. Rotational movement is easier to reach a higher speed and maintain a certain stability. The scanning movement of 3D printing technology is linear movement, which is difficult to reach a higher speed. Therefore, 3D printing technology not only requires a large volume of processing, but also has limited movement speed, so the overall processing efficiency is low.
Solution:
For the first problem, we can consider adding materials to certain regular blank materials to reduce the amount of material that needs to be printed. This is mainly used in mass production. We can pre-design a series of minimum blanks contained in the solid contours and print on the basis of the blanks. For the second problem, from the perspective of mechanics, we can design mechanisms that can move at high speeds, such as parallel mechanisms. In addition, we also need to coordinate the design of materials to increase their melting or solidification speeds. We can also start from the perspective of software and trajectory planning, and adopt a gradient design concept. For those with strength requirements, we can choose a larger filling rate and a smaller filling rate for other parts, instead of choosing the same filling rate for the entire entity as it is currently.
Low quality and accuracy
The first is the quality problem. Since 3D printing uses the additive manufacturing process of “layered manufacturing and layer-by-layer stacking”, no matter how tightly the layers are combined, they cannot be compared with parts cast from traditional molds. The microstructure and structure of the part material determine the physical properties of the parts, such as strength, rigidity, wear resistance, fatigue resistance, and air tightness, which mostly cannot meet the actual use requirements of the project. The second is the accuracy problem. Since the inherent molding principle and development of 3D printing technology are still imperfect, the accuracy of the printed parts, including dimensional accuracy, shape accuracy, and surface roughness, is poor. They cannot be used as functional parts and can only be used as prototypes, so their application will be greatly reduced.
Solution:
For quality issues, we can consider starting from the printing path to make the printing texture consistent with the main force direction of the part, increase its strength, and prevent the part from being torn or damaged under the action of force. For precision issues, we can study high-resolution printing technology as much as possible to reduce the layer resolution, but we must also consider the matching problem with printing efficiency. In addition, we can combine additive and subtractive technologies to perform surface treatment or other post-processing through subtractive technology.